
The number of qualified products produced before the normal failure of the mold is called the normal service life of the mold. The number of qualified products produced before the first repair of the mold is called the first life of the mold; the number of qualified products produced after the first repair of the mold to the next repair is called the repair life of the mold. The life of the mold is the sum of the first life of the mold and the life of each repair.
Mold life is related to a series of factors such as mold type, mold structure, service conditions of mold, design and manufacturing process, installation, use and maintenance. Mold life is a comprehensive reflection of mold material performance, mold design and manufacturing level, mold heat treatment technology and mold maintenance level in a certain period of time. In order to improve the service life of the mold, it is necessary to start from the corresponding measures to improve these conditions, and study the influencing factors of the service life of the mold.
1. Mold structure
The rationality of the mold structure has a great influence on the bearing capacity and stress state of the mold. Reasonable mold structure can make it work evenly with less stress concentration. Unreasonable mold structure may cause severe stress concentration and elevated operating temperature, resulting in premature failure of the mold and reducing its service life. Due to the variety of molds, the service conditions are different, and the requirements for the mold structure are also different. The following only discusses several common aspects.
a. The transition fillet radius of the mold cavity
Most of the surface junctions of mold parts contain transition fillets
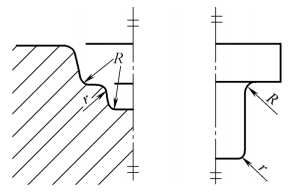
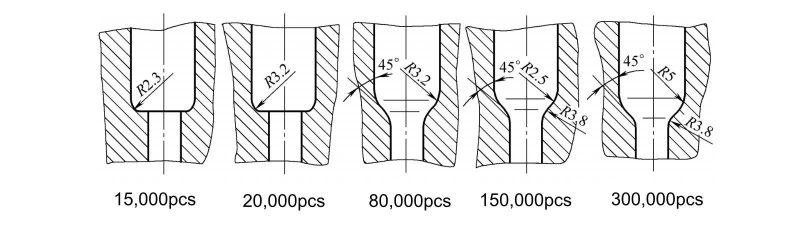
Most of the mold cavities contain transition fillets, and the rationality of the transition fillets has a great influence on the service life of the mold. Too small convex fillet radius will increase the forming force in the process of sheet metal drawing, and it is easy to form folding defects of forgings in die forging. Too small concave fillet radius will worsen the local stress of the mold, resulting in a large stress concentration at the fillet radius, which is easy to cause cracks in the mold and lead to fracture. On the contrary, increasing the fillet radius can make the mold evenly stressed and less prone to cracks. Please refer to the picture for the effect of cold extrusion die fillet radius on the service life.
In addition, the concave fillet radius of the non-working part of the mold is too small, which will also cause stress concentration during the service process of the mold, reducing the ability of the mold to resist impact and eccentric load.
b. The structure of the mold cavity
Cold extrusion dies, cold heading dies, hot forging dies, etc. are generally subject to greater stress and higher impact force. If a mold with an integral structure is used, there will inevitably be a concave fillet radius, which can easily cause stress concentration in the working part of the mold, and cause local cracking of the mold or overall cracking of the mold. The mold with combined structure can avoid the cracking of the mold cavity.
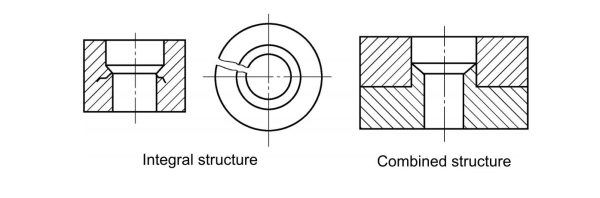
Using an integral structure can cause cracks to form at the stress concentrations of the die. After using the combined structure mold, the surface tensile stress of the mold can be reduced, the stress concentration can be avoided, and the occurrence of mold cracking can be effectively prevented.
When a combined structure mold is used, different mold materials can be selected for different component modules of the mold according to specific conditions, which is not only convenient for machining, but also convenient for the replacement of mold parts, which can effectively improve the service life of the mold. For large and medium cavity molds (such as blanking dies, etc.) with small or no gaps, guides can be used to position the parts in the mold. In order to ensure the precision between the parts of the mold, increase the ability of the mold to resist bending and partial load and avoid uneven wear of the mold.
c. The angle of the working part of the mold
The angle of the working part of the die has a great influence on the flow and forming force of the metal blank during the forming process.
The influence of the angle of the working part of the reverse extrusion punch on its service life
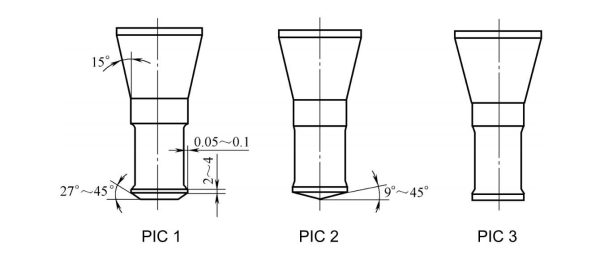
The structures shown in pictures 1 and 2 are provided with the angle of the working part of the mold, while the structure shown in picture 3 does not have any working angle. Therefore, the unit extrusion force of the mold with the structure shown in pictures 1 and 2 is lower than 20%, and the service life of the mold is also longer. On the contrary, the mold with the structure shown in picture 3 bears a larger unit extrusion force, and the service life of the mold is relatively short. However, the angle of the working part of the mold should not be too large, otherwise it is easy to generate eccentric load and cause the bending or breaking of the mold.
The draft angle of cavity molds such as hammer forging mold, die-casting mold, plastic injection mold, etc. also has a direct impact on the release of the part and the stress state at the bottom corner of the cavity, which should be considered when designing the mold.
2. Mold working conditions
The working environment and working conditions of the mold are different, which will have a certain impact on its service life.
a. Material, condition and temperature of formed parts
The materials of the formed parts include metal materials and non-metal materials, and they can be divided into solid materials and fluid materials according to their different states. In general, non-metallic materials and fluid materials have lower strength, less stress on the mold, and longer service life of the mold. For solid metal forming parts, the higher the strength, the greater the required forming force, the greater the force the mold is subjected to, and the shorter the service life of the mold. The greater the affinity between the forming part material and the mold material, the greater the probability of adhesive wear and the shorter the service life of the mold. The smoother the surface of the blank, the more uniform the force of the mold is, which is beneficial to the improvement of the life of the mold.
The temperature of the blank also has a great influence on the life of the die. When forming a high-temperature workpiece, the mold heats up due to the heat conduction of the workpiece material, which reduces its strength and is prone to plastic deformation. At the same time, due to the large temperature difference between the contact surface and the non-contact surface of the formed part and the mold, the thermal stress increases, coupled with the thermal shock effect, it is easy to form cracks and cause fatigue wear and fracture. At high temperature, the atoms of the mold material and the atoms of the workpiece material diffuse and combine with each other, which increases the possibility of forming adhesive wear and also increases the possibility of forming oxidative wear. Therefore, the higher the temperature, the shorter the life of the mold.
b. Forming equipment characteristics
If the moving parts of the forming equipment have high precision and high rigidity, the mold will not be easily displaced, the centering performance will be good, and the elastic deformation will be small, which can ensure a good fit state, and additional lateral loads and torques are unlikely to occur. The mold is subjected to uniform wear, and the service life is longer.
The force that the mold forms the workpiece is provided by the equipment, and the force provided by the equipment to the mold and the workpiece is increased over a period of time. The higher the speed of the equipment, the greater the impact force the mold is subjected to per unit time, and it is too late to transmit and release in a short time. Therefore, acting on some local positions of the mold may cause its stress to exceed the strength limit of the mold material, resulting in plastic deformation failure or fracture failure.
c. Lubrication and cooling during forming
The correct selection of lubricant to lubricate the relative moving surface of the mold and the workpiece can reduce the direct contact between the mold and the workpiece, reduce wear and reduce the forming force. To a certain extent, it hinders the heat transfer from the blank to the mold, reduces the temperature of the mold, and helps to improve the service life of the mold. Effective cooling can slow down the temperature rise of the mold, prevent the plastic deformation of the mold due to the decrease of its strength due to the temperature rise, and is beneficial to improve the service life of the mold.
3. Mold material
The influence of mold material on the service life of the mold is mainly reflected in the comprehensive influence of the type of mold material, chemical composition, organizational structure, mechanical properties, metallurgical quality and other factors. Among them, the type and hardness of the mold material have the most obvious influence.
a. Type of material
The type of mold material has a great influence on the performance of the mold. For example, if the same workpiece is selected, different mold materials are used, and the bending test is performed after the normal heat treatment process operation. For example, when a blanking mold is made of 9Mn2V steel, the service life of the mold is more than 50,000 times. When Cr12MoV steel is selected, its service life can reach more than 400,000 times. Therefore, for the selection of mold materials, the selection of mold materials should be reasonably selected according to the batch size, precision requirements, processing temperature, and size factors of the formed parts.
b. Hardness
The hardness of the mold parts has a great influence on the service life of the mold, but it does not mean that the higher the hardness, the longer the service life of the mold. For example, if T10 steel is used to make a silicon steel sheet blanking mold, when the hardness is 53-56HRC, only a few thousand times of punching will cause the mold to wear, and the burr on the blanking part is already large. If the hardness is increased to 60-63HRC, the mold life can reach 20,000-30,000 times; but if the hardness continues to increase, the mold will break early.
For the hexagonal nut cold heading punch produced by Cr12MoV steel, when the hardness is 56-60HRC, the service life of the mold is only 20,000-30,000 pieces, that is, cracking failure occurs. But if the hardness is reduced to 50-56HRC, the service life of the mold can be increased to 60,000-80,000 pieces. Therefore, the hardness range of the mold should be comprehensively determined according to its specific working conditions and main failure modes.
c. Metallurgical quality
The metallurgical quality of the mold material also has a great impact on the life of the mold, especially high-carbon high-alloy steel, and many metallurgical defects tend to cause quenching cracking or early damage to the mold. Therefore, improving the metallurgical quality of the mold material is also an important means to improve the service life of the mold.
d. Heat treatment process
Whether the heat treatment process of the mold is appropriate or not determines the microstructure and properties of the mold after heat treatment. Improper handling or incorrect selection of process parameters can lead to premature failure of the mold. Therefore, the heat treatment process parameters should be correctly selected according to the specific working conditions and performance requirements of the mold, so as to obtain a uniform structure that meets the specific performance requirements of the mold, and effectively improve the service life of the mold. At the same time, pay attention to the use of new heat treatment processes to fully tap the application potential of existing materials, which will help to improve the service life of the mold.
4. Mold manufacturing process
Mold processing includes two types of mold shape processing and working cavity (surface) processing. The shape processing of the mold is relatively simple, and can be carried out on mechanical equipment such as lathes, milling machines, planers, and grinders. Since each part of the mold shape is not in direct contact with the workpiece or metal blank when the mold is working, the force is small, so the processing quality has little effect on the service life of the mold. The shape of the working cavity (surface) of the mold is generally complex, and most parts are directly in contact with the blank or workpiece, and are subjected to high pressure, high temperature and severe friction, which has a great impact on the service life of the mold.
a. Machining accuracy of mold parts
The geometry of each working part of the mold parts, such as fillet radius, draft angle, edge angle and other parts, should be processed in strict accordance with the design requirements. When the cutting tools and machine tools cannot meet the requirements, they should be ground and measured manually. Ensure that the mold has a reasonable stress state. For the parts with matching dimensions, ensure their tolerances or carry out matching grinding.
In the cutting process, attention should be paid to the accurate size, and at the same time to ensure the surface roughness requirements of the mold parts.
b. Surface roughness of mold cavity
Reducing the surface roughness value of the mold cavity can, on the one hand, reduce the flow resistance of the formed blank and reduce the wear on the surface of the mold cavity. On the other hand, it can reduce the surface defects such as tool marks, electrical machining melting spots and the tendency to generate cracks, and improve the service life of the mold.
c. The uniformity of the hardness of the working part of the mold
During the heat treatment of the mold, the uniformity of the heating and cooling process should be ensured, and attention should be paid to preventing oxidation and decarburization during the heat treatment process. The tempering process after quenching should be fully carried out to prevent uneven hardness or soft spots. In order to obtain good wear resistance, high fatigue resistance and high thermal fatigue resistance.
d. Assembly accuracy of the mold
Attention should be paid to adjusting the clearance and uniformity of the mold after installation, increasing the contact between the matching bearing surface and each clamping surface, ensuring the consistency of the force center of the punch and the mold, improving the assembly accuracy of the mold, reducing the amount of wear, and improving the mold service life.
