
Analysis of CNC Machining Technology. After selecting and deciding the CNC machining parts and their processing contents, the CNC machining manufacturability of the parts should be analyzed comprehensively, seriously and carefully. The main contents include the parts drawing analysis, the structural manufacturability analysis and the selection of the clamping method of the parts.
1. Parts Drawing Analysis
First of all, you should be familiar with the function, position, assembly relationship and working conditions of the parts in the product, figure out the influence of various technical requirements on the assembly quality and performance of the parts, and find out the main and key technical requirements, and then analyze the parts drawings.
1) Analysis of Dimensioning Methods
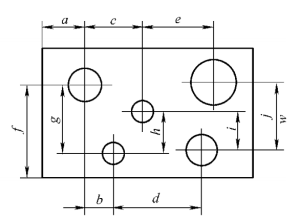
The dimensioning method on the part drawing should be adapted to the characteristics of CNC machining. As shown in the picture below, on the part drawing of CNC machining, the dimensions should be marked with the same datum or the coordinate dimensions should be given directly. This marking method is not only convenient for programming, but also conducive to the unification of design basis, process basis, measurement basis and programming origin.
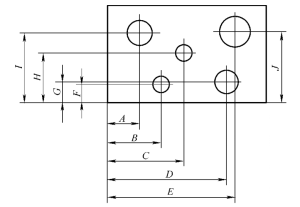
If part designers generally consider the characteristics of assembly and other aspects of use in dimensioning, and have to adopt the partially scattered dimensioning method shown in the picture below, it will bring a lot of inconvenience to process arrangement and CNC machining. Due to the high precision of CNC machining and repeated positioning, the use characteristics of the parts will not be destroyed due to the large cumulative error. Therefore, the local scattered labeling method can be changed to the same datum labeling or directly give coordinate dimensioning.
2) Analysis of Integrity and Correctness of Parts Drawings
The conditions (such as tangent, intersecting, perpendicular and parallel, etc.) of the geometric elements (points, lines, surfaces) constituting the contour of the part are the important basis for CNC programming. In manual programming, the coordinates of each node must be calculated according to these conditions; in automatic programming, all geometric elements that constitute a part can be defined according to these conditions. No matter which condition is unclear, programming cannot be performed. Therefore, when analyzing part drawings, be sure to analyze whether the given conditions of geometric elements are sufficient.
3) Analysis of Technical Requirements of Parts
The technical requirements of parts mainly refer to dimensional accuracy, shape accuracy, position accuracy, surface roughness and heat treatment. These requirements should be economical and reasonable on the premise of ensuring the performance of the parts. Excessive precision and surface roughness requirements will complicate the process, make machining difficult, and increase costs.
4) Part Material Analysis
On the premise of satisfying the function of the parts, materials with affordable and good cutting performance should be selected.
2. Structural Analysis of Parts
The structural manufacturability of parts refers to the feasibility and economy of the designed parts to be manufactured under the premise of meeting the requirements of use. Good structural manufacturability can make parts easy to process, saving time and materials. The poor structural manufacturability of parts will make processing difficult, waste time and materials, and sometimes even impossible to process. Therefore, the structural manufacturability of the machining parts of the workpiece should conform to the characteristics of CNC machining.
- The inner cavity and shape of the part should preferably adopt a uniform geometric type and size, which can reduce the use of tools and the number of tool changes, facilitate programming and improve productivity.
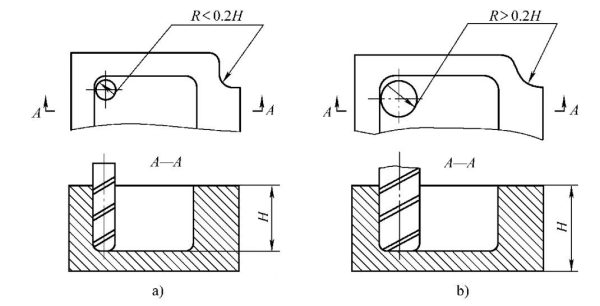
- The size of the fillet of the inner groove determines the diameter of the tool, so the radius of the fillet of the inner groove should not be too small. For the parts shown in the picture below, the quality of the structure and manufacturability is related to the height of the contour to be processed, the size of the radius of the rounded arc and other factors. Picture b Compared with Picture a, the radius of the rounded arc is large, and a larger diameter end mill can be used for processing; when machining a plane, the number of feeds is correspondingly reduced, and the surface processing quality is also better, so the manufacturability is better. it is good. Usually when R < 0.2H, it can be judged that the manufacturability of this part of the workpiece is not good.
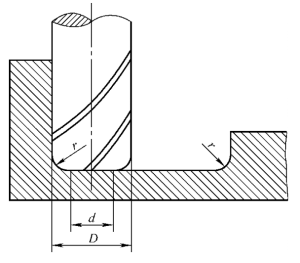
- When milling the groove bottom plane, the fillet radius r of the groove bottom should not be too large. As shown in the picture below, the maximum contact diameter of the end face edge of the milling cutter and the milling plane d = D – 2r (D is the diameter of the milling cutter), when D is constant, the larger r is, the smaller the area of the milling cutter end face cutting plane is, and the worse the ability of the machining plane, the lower the efficiency, and the worse the manufacturability. When r is large to a certain extent, it must even be processed with a ball end mill, which should be avoided as much as possible.
- A uniform datum positioning should be used. If there is no unified positioning datum in CNC machining, the contour position and size of the two surfaces after machining will be uncoordinated due to the secondary clamping of the workpiece. In addition, it is better to have suitable holes on the parts as positioning reference holes. If not, the process hole should be set as the positioning reference hole. If the process hole cannot be made, at least the finished surface should be used as a unified reference to reduce the error caused by the second clamping.
3. Selection of CNC Machining Content
1) Choose the Right CNC Machined Parts
Although CNC machine tools have the characteristics of high precision, high flexibility and high efficiency, not all parts are suitable for processing on CNC machine tools. Generally, parts can be divided into the following three categories according to the degree of adaptability.
a. Most Suitable
- Parts with complex shapes and high machining accuracy requirements cannot be machined by general-purpose machine tools or are difficult to ensure machining quality.
- Shell or box-shaped parts with cavities that are difficult to measure, difficult to control feed, and difficult to control size.
- Parts with complex curves or surface profiles.
- Parts with multiple operations such as milling, boring, countersinking, reaming, or tapping must be completed in one clamping.
For these type parts, the first consideration is whether it can be machined. Whenever possible, CNC machining should be used as the first choice, without too much consideration of productivity and cost.
b. More Adaptable
- The parts are of high value, and are easily affected by human factors (such as workers’ skill level, emotional fluctuations, etc.) when they are processed on a general-purpose machine tool, which affects the processing quality, resulting in parts that cause greater economic losses.
- Parts that must manufacture complex special-purpose tooling when machining on general-purpose machine tools.
- Parts that require multiple design changes to finalize.
- Machining parts that require lengthy adjustments on general-purpose machines.
- Parts that have low productivity or are labor-intensive for workers when machined with general-purpose machine tools.
On the basis of analyzing its processability, these types of parts must also comprehensively consider productivity and economic benefits. Generally, they can be used as the main options for CNC processing.
c. Unsuitable
- Parts that are difficult to clamp or completely rely on alignment and positioning to ensure machining accuracy.
- The machining allowance is extremely unstable, and there is no online inspection system on the CNC machine tool that can automatically adjust the coordinate position of the part.
- Parts that must be coordinated with specific process equipment.
After these types of parts are processed by CNC, there is generally no obvious improvement in productivity and economy, and it may even be worth the loss. Generally, such parts should not be used as the selection object of CNC processing.
2) Determine the Content of CNC Machining
When a part is selected and decided to be CNC machined, in general, not all its processing contents are CNC machined, but often only a part of it is CNC machined. Therefore, when choosing and making a decision, we must combine the actual situation, pay attention to give full play to the advantages of CNC, and select those contents and processes that most require CNC machining.
Generally, it can be considered in the following order:
- The content that cannot be processed by ordinary machine tools should be selected as the priority content.
- The content that is difficult to process with ordinary machine tools and difficult to guarantee quality should be selected as the key content.
- The content of the low processing efficiency of ordinary machine tools and the high labor intensity of manual operation of workers can be selected on the basis of the processing capacity of CNC machine tools.
In contrast, the following machining contents are not suitable for CNC machining:
- The processing content needs to be adjusted for a long time.
- The machining allowance is extremely unstable, and the machining content of the coordinate position of the part cannot be automatically adjusted on the CNC machine tool.
- For the scattered parts that cannot be processed in one clamping, it is very inconvenient to use numerical control processing, and the effect is not obvious, and ordinary machine tools can be arranged for supplementary processing. In addition, when selecting and deciding the content of CNC machining, the production batch, production cycle, and turnover between processes should also be considered.
